Aplicación técnica del tratamiento
Capa dura y núcleo resistente para piezas de transmisión y desgaste.
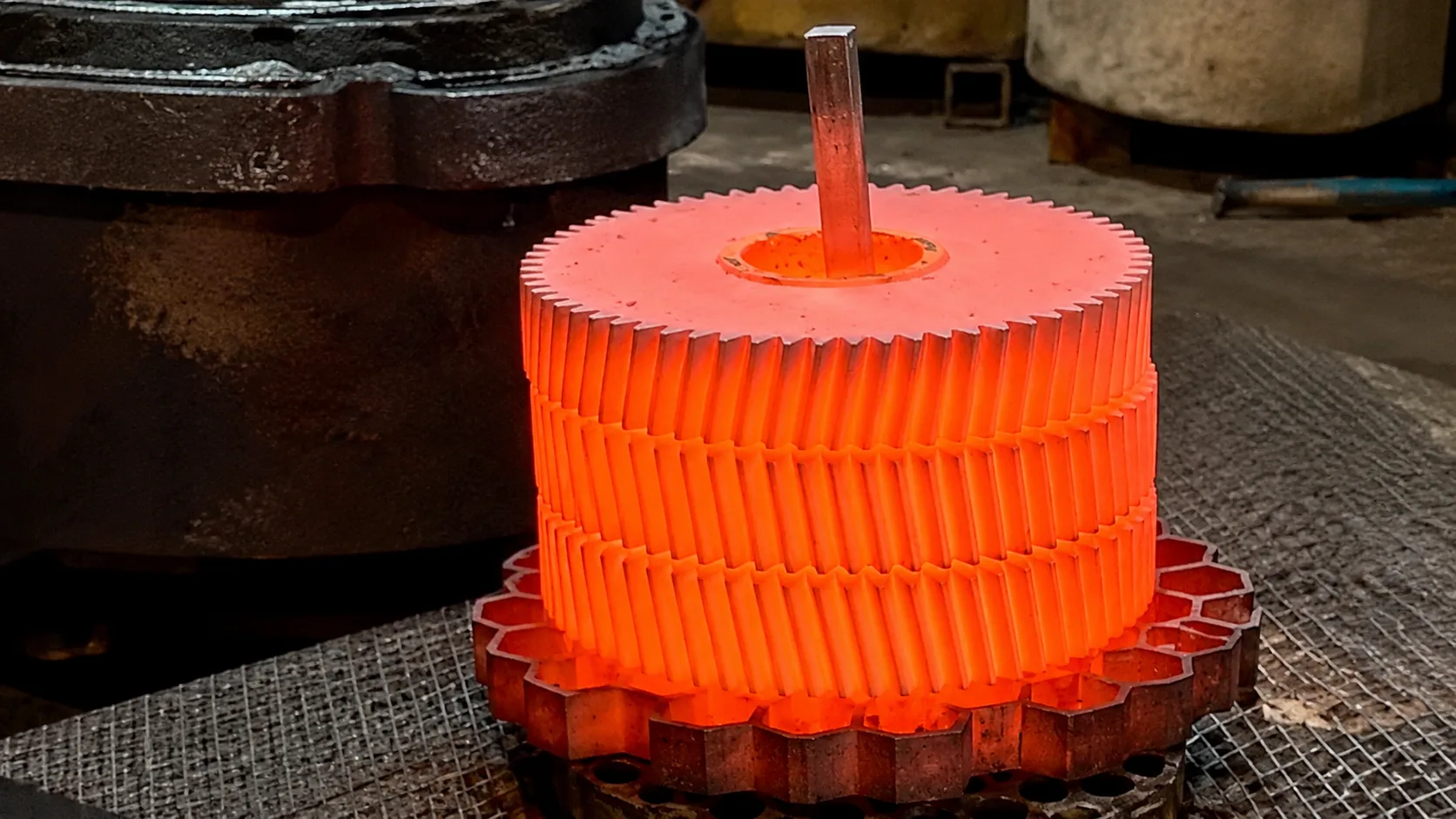
La cementación y la carbonitruración aportan una capa superficial dura para resistir desgaste, manteniendo un núcleo tenaz capaz de asumir carga, choque y fatiga.
Encaja en componentes con contacto, rodadura y carga repetida. En MIG, la gráfica y trazabilidad de hornada están siempre disponibles.
Piezas y usos habituales

Aportación técnica principal
Capa dura de trabajo
Endurece la zona funcional para resistir rozamiento y desgaste continuado.
Núcleo tenaz
Conserva una base capaz de absorber impacto y esfuerzo sin fragilidad innecesaria.
Vida útil más previsible
Mejora la respuesta de piezas sometidas a contacto, fatiga y cargas repetidas.
Capa según plano o uso
La profundidad se ajusta al plano, al material y a la exigencia de servicio.
Proceso controlado
MIG controla atmósfera, potencial de carbono y tratamiento posterior según objetivo.
Proceso de trabajo MIG
Lectura de plano y pieza
Revisamos material, geometría, capa solicitada y función de la pieza.
Selección del ciclo
Definimos cementación o carbonitruración según capa, desgaste y servicio.
Horno en atmósfera controlada
Aplicamos el ciclo térmico controlando la aportación de carbono y el comportamiento del material.
Temple y revenido
Completamos el tratamiento posterior para fijar dureza superficial y respuesta del núcleo.
Control de proceso final y salida
Verificamos el resultado y dejamos disponible la trazabilidad de hornada.

Datos técnicos orientativos
Temperatura de trabajoEntorno de 900 ºC según ciclo
Penetración orientativa0,1 a 0,2 mm por hora de tratamiento
Objetivo de capaSegún pieza y necesidad de servicio
Tratamiento posteriorTemple y revenido
Materiales habitualesAceros aptos para cementación y carbonitruración
Aplicación idealEngranajes, ejes, levas, husillos y piezas de transmisión
*Los parámetros finales dependen del material, la geometría, el espesor buscado y el uso real de la pieza.
Piezas habituales
Piezas de contacto, impacto y rodadura con superficie dura y núcleo tenaz.
Tratamos elementos de transmisión, máquina herramienta y piezas mecánicas que deben resistir desgaste sin perder capacidad estructural.
Tratamientos relacionados




